Экструзия труб со вспененным средним слоем.
ООО «МультиМирПласт» — предприятие, специализирующееся на производстве 3-х слойных труб для систем внутренней и наружной канализации из полипропилена со вспененным средним слоем. Идея создания вспененных труб из полипропилена возникла в 2010-2011 годах. На тот момент уже существовали производители труб из ПВХ со вспененным средним слоем для наружной канализации. Насколько нам известно, первым производителем и идеологом труб со вспененым средним слоем из ПП, была и есть компания «ВР-Полимер» из Ставропольского края. Ее руководитель поделился с нами принципами вспенивания полипропилена и общими принципами технологии производства таких труб. Он также познакомил нас с производителями экструзионных линий и оснастки. Мы доработали нашу существующую линию и начали экспериментировать с вспениванием. Потребовалось несколько лет поиска и подбора необходимого для достижения равномерной мелкоячеистой структуры пены с мелкими пузырьками газа.
Однако возник вопрос: «Какую нормативную документацию использовать для проведения испытаний со вспененным средним слоем?». Попытки найти такие документы оказались безуспешными, поэтому нам пришлось использовать единственный существующий стандарт ГОСТ 32414-2013, предназначенный для производства монолитных труб для внутренней канализации. Одной из основных проблем была ударная прочность наших труб – они не проходили испытания по методу свободнопадающего груза в соответствии с данным стандартом. Ведь кольцевая жесткость труб со вспененным средним слоем значительно ниже, чем у монолитных труб. Путем доработки технологического процесса и достижения среднего значения коэффициента вспенивания среднего слоя К=0,5~0,56, а также определенных размеров пузырьков газа в структуре пены, наши трубы успешно проходят испытания на ударную прочность по ГОСТ на монолитные трубы. Это подтверждают многократные испытания наших труб в независимых лабораториях при температуре 23°C для гомополимера ПП. Кроме того, они значительно легче и экономичнее монолитных труб из полипропилена.
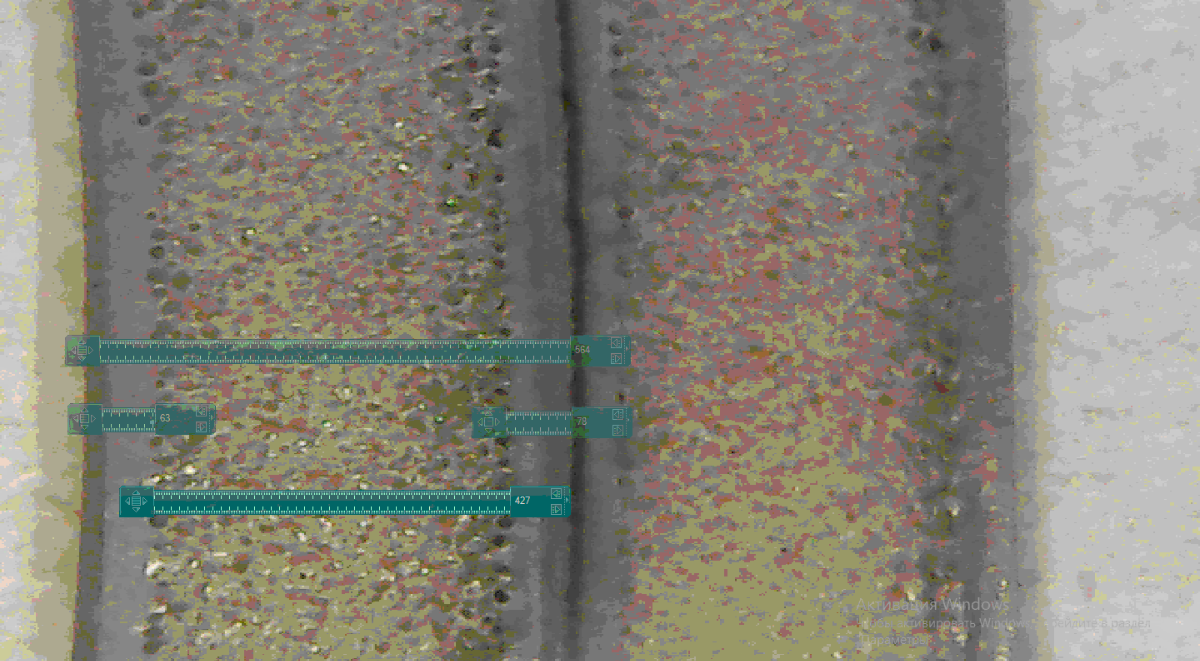
Срезы вспененных труб под электронным микроскопом.

Это пример плохого вспенивания.
Называется делать дырки.
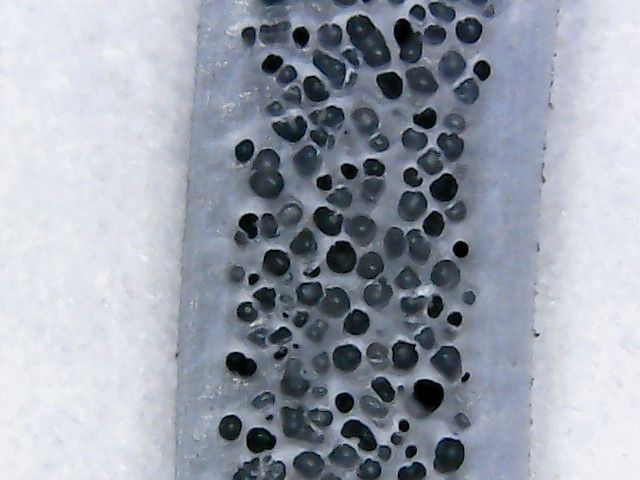
Это уже почти пена.
Но ячейки очень крупные.

Сверху светлая - срез трубы конкурентов.
Темный слой слой (снизу) — вспененный ПП. наша.
Целесообразнее, хоть и сложнее, с точки зрения стабильности технологического процесса оказалось производить трубы из вторичной гранулы гомополимера полипропилена. Для решения этой задачи, мы разработали методику входного контроля вторичной гранулы и создали небольшую лабораторию.
Мы производим трубы на турецких экструзионных линиях Mikrosan и Kuatro-plast. Формирование раструбов на трубах осуществляется на машинах Kuatro-plast и IPM. Начальники смен и сотрудники контролируют геометрические размеры труб, внешний вид и качество среднего слоя, а также проводят систематические испытания на ударную прочность и герметичность. Трубы упаковываются в пачки по 6-10 штук, в зависимости от диаметра, с помощью клипс-держателей. Пачки укладываются на паллеты для хранения на складе. Отрезки труб длиной 0,15 м, 0,25 м и 0,5 м также клипсуются, а затем упаковываются в пакеты и паллетируются. Вся трубная продукция хранится на складе под открытым небом.
Также мы производим фитинги, соединительные детали для систем внутренней и наружной канализации, из вторичной гранулы полипропилена на китайских термопласт автоматах Cosmos и Haitian с силой смыкания от 180 до 560 тонн. Наш ассортимент фитингов является одним из самых широких в России. Вставка уплотнительных колец в раструбы фитингов производится вручную литейщиками. Готовые изделия упаковываются в коробки и пакеты, которые в дальнейшем паллетируются. Затем они хранятся на складе для дальнейшей отгрузки нашим покупателям.
Сотрудники контроля качества и лаборатории ежедневно проводят проверку готовых изделий на соответствие требованиям наших технических условий и стандартов ГОСТ 32414-2013 (внутренняя канализация, соединительные детали) и ГОСТ 5475-2011 (наружная канализация, соединительные детали). Они проверяют геометрические размеры, внешний вид, качество установки уплотнительных колец, количество в упаковках, наличие этикеток и вкладышей с информацией о дате упаковки и номере упаковщика, а также качество упаковки. Периодически проводятся испытания на собираемость труб и фитингов, герметичность соединений под давлением воды 0,5 атмосферы и изменения внешнего вида после прогрева в воздушной среде.
/s2.siteapi.org/f49deebd0ad4455/img/k95yjboyxhwscoo04c08k0scgg040c)